

Barcode scanners are used for a variety of different purposes in the food processing industry. The track and trace requirements are constantly growing and every individual item of food that is bought by discerning end consumers must be fully traceable. The more the food is processed, the greater the level of safety required, in particular in the case of high-risk frozen products. At the same time, the technical systems must be highly resilient and compatible with hygiene standards. The ideal solution is for one supplier to provide all the bar code scanners needed for the entire production process.
Bar code scanners are in use throughout the food industry from the delivery of the raw materials and the production process in the wet area through to the dry area and the intralogistics system. In the food production sector, the scanners have to be extremely tough. It is essential that their screens do not break, that they can withstand cleaning processes using aggressive substances and that they can continue operating in freezers at temperatures as low as minus 35 degrees Celsius, because they must be able to reliably identify each item by its bar code. Since the 1970s bar codes have become widely used in industry and the retail sector. In particular in the food industry, the EAN-13 bar code brings benefits for manufacturers, retailers and consumers. This type of bar code is valid all over the world and encodes the Global Trade Item Number (GTIN), which is a standardized global part number. Bar codes provide a unique form of identification for every food item and make it possible to achieve high levels of safety, because every single step in the complex production processes can be reliably monitored and controlled. The processes have to comply with highly stringent legislation, directives and standards, including the HACCP concept and a wide range of national and international hygiene and safety standards.
Protecting consumers and businesses
 Traceability is the number one priority. It enables safe products to be manufactured for consumers and also protects the production process and therefore the business in the long term. Companies in the food industry must be able to identify when, where and by whom products were received, processed, stored, transported, consumed and disposed of and must provide fully documented proof. It would not be possible to meet these requirements without automated identification systems such as bar codes. Labeled products must have their labels read and verified on the production line and then the data must be stored. SICK supplies intelligent sensor solutions for this purpose, ranging from compact devices that are easy to integrate and configurable standalone systems through to programmable high-speed cameras.
Traceability is the number one priority. It enables safe products to be manufactured for consumers and also protects the production process and therefore the business in the long term. Companies in the food industry must be able to identify when, where and by whom products were received, processed, stored, transported, consumed and disposed of and must provide fully documented proof. It would not be possible to meet these requirements without automated identification systems such as bar codes. Labeled products must have their labels read and verified on the production line and then the data must be stored. SICK supplies intelligent sensor solutions for this purpose, ranging from compact devices that are easy to integrate and configurable standalone systems through to programmable high-speed cameras.
Compatible, standardized, flexible systems
In its permanently installed and mobile readers, SICK uses a variety of technologies to detect bar codes, 2D codes and RFID tags. Its wide-ranging portfolio of products includes a solution for every challenge. Its 4Dpro concept allows the different products to be combined and exchanged with one another, because they have a standardized connectivity system, user interface and accessories. This protects users' investments, reduces the amount of integration work needed during commissioning and maintenance and keeps stock levels and storage costs to a minimum.
Tough products made from stainless steel with an IP69K rating
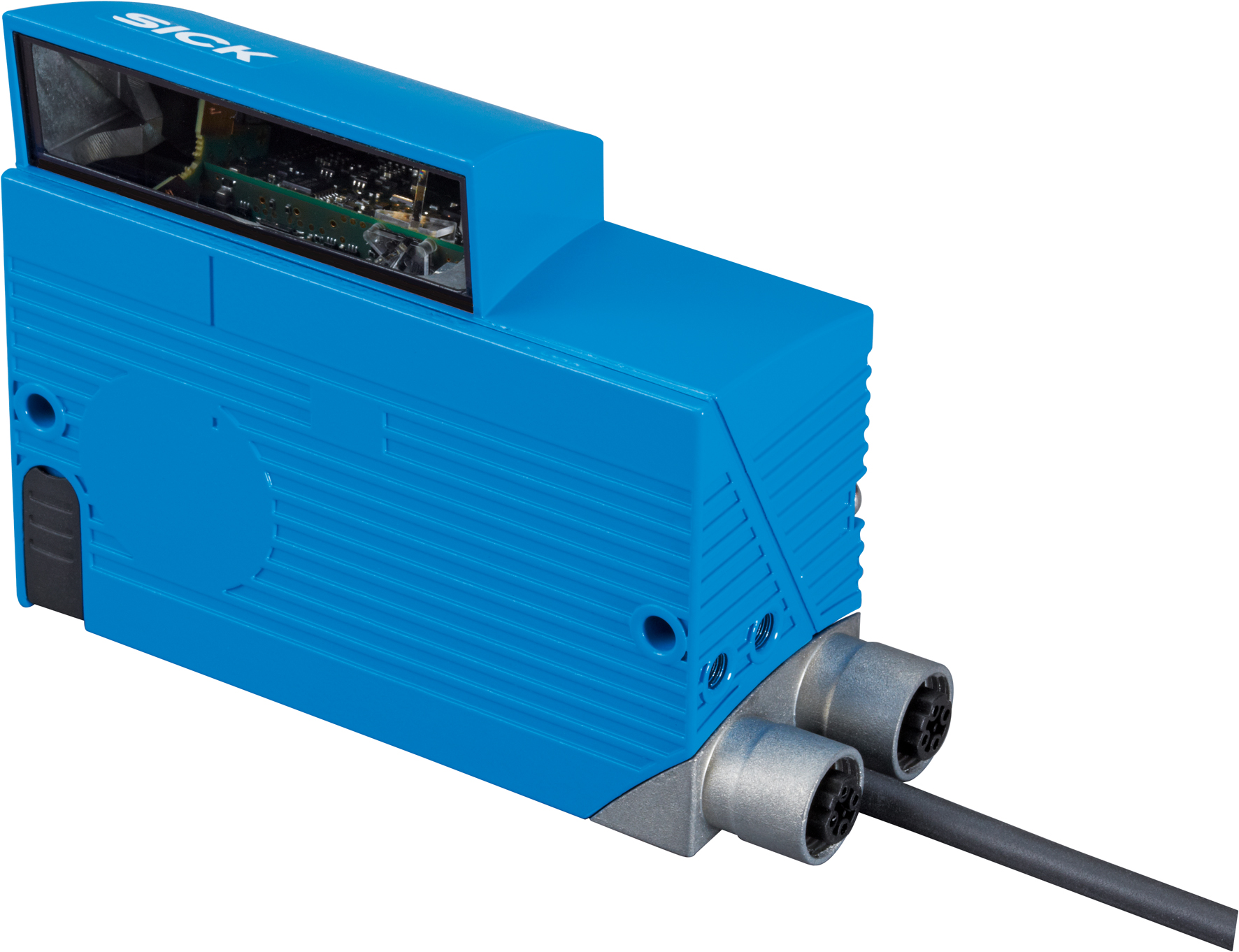
 The laser bar code scanners of the CLV6 series are ideal for use in food production processes where hygiene is crucial. Their tough stainless steel housings have an IP69K rating and can easily withstand harsh conditions. The materials, design and functionality of the scanners have convinced system integrators, machinery manufacturers and users of their suitability for use in the wet areas of food production. The stainless steel housings are resistant to chemicals and corrosion and are also fully leakproof. These are key considerations for one of the leading companies in the European dairy industry, for example. A CLV scanner solution from SICK has been integrated into the company's production system to identify bar codes on aluminum yogurt pot lids. Before the pots are filled with yogurt and the lids are fitted, both pots and lids must be cleaned in PSDI mode. Once the lids have been fixed in place, the bar codes are read while the machine is stationary. When items of this kind in the wet process are cleaned using a high pressure cleaner and cleaning agents, the bar code scanners are fully protected by their stainless steel housing and also by their design, which includes a low level of surface roughness, smooth, rounded edges and special housing and fastener shapes. As a result, no residues can form on the outside of the scanners. In order to guarantee that no broken glass can contaminate the food production process, the optical interfaces of the scanners are made from polycarbonate, which is very strong and hard and also resistant to water, chlorine-based alkaline disinfectants, solvents, oils and greases. When designing the scanners, SICK focused in particular on avoiding the creation of “escape routes” for moisture and also ensured that the products are resistant to variations in temperature. The cable entry points and plugs are protected by an additional double sheath and the cables themselves are certified by Ecolab for these applications. Even sudden reductions in temperature do not affect the scanners.
The laser bar code scanners of the CLV6 series are ideal for use in food production processes where hygiene is crucial. Their tough stainless steel housings have an IP69K rating and can easily withstand harsh conditions. The materials, design and functionality of the scanners have convinced system integrators, machinery manufacturers and users of their suitability for use in the wet areas of food production. The stainless steel housings are resistant to chemicals and corrosion and are also fully leakproof. These are key considerations for one of the leading companies in the European dairy industry, for example. A CLV scanner solution from SICK has been integrated into the company's production system to identify bar codes on aluminum yogurt pot lids. Before the pots are filled with yogurt and the lids are fitted, both pots and lids must be cleaned in PSDI mode. Once the lids have been fixed in place, the bar codes are read while the machine is stationary. When items of this kind in the wet process are cleaned using a high pressure cleaner and cleaning agents, the bar code scanners are fully protected by their stainless steel housing and also by their design, which includes a low level of surface roughness, smooth, rounded edges and special housing and fastener shapes. As a result, no residues can form on the outside of the scanners. In order to guarantee that no broken glass can contaminate the food production process, the optical interfaces of the scanners are made from polycarbonate, which is very strong and hard and also resistant to water, chlorine-based alkaline disinfectants, solvents, oils and greases. When designing the scanners, SICK focused in particular on avoiding the creation of “escape routes” for moisture and also ensured that the products are resistant to variations in temperature. The cable entry points and plugs are protected by an additional double sheath and the cables themselves are certified by Ecolab for these applications. Even sudden reductions in temperature do not affect the scanners.
A clear view at low temperatures
Frozen food production processes present bar code scanners with particular challenges and this area of the food industry is growing rapidly. A look at the sales figures for 2016 shows how much the demand for frozen food has increased in Germany alone. A 2.5 percent growth in volume and a 3.6 percent increase in revenues speak for themselves. The average annual consumption per head of 45.4 kilograms of frozen food is the highest figure ever recorded. [1] SICK has equipped its bar code scanners, which are already highly reliable and tough, especially for this growing area of production. The CLV61x, CLV63x and CLV65x product families are fitted with heaters. The CLV69x models even have a heated front screen. These devices can operate without problems at average temperatures of minus 25 degrees Celsius. In some cases the temperatures can even fall as low as minus 35 degrees, because of the use of low-cost off-peak electricity. When a scanner is exposed to constantly changing temperatures, for example when it travels on a forklift from the freezer warehouse to the loading area, the front screen heater prevents the reading window from misting up.
Their excellent reading performance makes the SICK bar code scanners with integrated heaters ideal for use in frozen food production processes. They have a good depth of field, which is further increased in the CLV65x and CLV69x model ranges by a real-time autofocus function. In the CLV64x product family, the depth of field can be easily modified using a dynamic focus adjustment function. Because of the scanners' wide aperture angle, one device can cover the majority of conveyor belt widths. Excellent reading properties and a fast, reliable reading rate help to ensure that the data is safely captured, even when the print quality of the bar codes is poor, the codes are damaged or films or other reflective surfaces have been applied over the top of them. Large reading distances and low-contrast codes, for example when identifying pallets, do not pose any problems for the SICK bar code scanners. In addition, their high scanning frequencies of up to 1200 Hz allow for fast process speeds, for example in container identification. SICK has responded to the growing demand in the field of package conveyors with its CLV61x Dual Port model, which has a PROFINET connection with an integrated switch to allow line and ring topologies to be installed and implemented easily, making the wiring process simple and cost-effective. In addition, the CLV63x and CLV64x product families are also available with oscillating mirrors, enabling them to meet all types of reading requirements.
Safe processes in ice cream production
Companies in the dairy industry, where the logistics processes have to meet strict technical standards relating to temperature-controlled foods, use SICK bar code scanners at the very beginning of the supply chain. The tankers that collect milk from farms are fitted with a CLV6 series bar code scanner with a stainless steel housing that has an IP69K rating. This makes it possible to reliably identify the samples that have to be taken by law from the milk provided by every individual supplier, even when the devices are exposed to low temperatures and high moisture levels in the winter months. If the milk is being made into ice cream, CLV6 series scanners with plastic screens are used during the primary packaging phase, because the food must not be contaminated with broken glass when the type of ice cream, container and appropriate lid are being identified. In the warehouse logistics process for ice cream production, scanners from the CLV69x series with front screen heating reliably identify the bar codes in the pallet warehouse, despite the freezing temperatures. In high-bay warehouses, all types of scanners from the CLV6 product family can be used.
 The CLV6 series of bar code scanners from SICK ensure the safety of the process from beginning to end, regardless of the many challenges presented by food production, which include high availability and fast turnover rates, growing order numbers combined with falling batch sizes and demands for more environmentally friendly logistics systems.
The CLV6 series of bar code scanners from SICK ensure the safety of the process from beginning to end, regardless of the many challenges presented by food production, which include high availability and fast turnover rates, growing order numbers combined with falling batch sizes and demands for more environmentally friendly logistics systems.
[1] Figures for 2016: German Frozen Food Institute.


