


How to reduce upstream lost and unaccounted for gas with ultrasonic meters
In the world of gas measurement, every molecule that reaches the burner tip has likely been scrutinized by an ultrasonic meter at least once. The journey of ultrasonic meter technology dates back to the 1960s, with early patents emerging in 1968. However, it wasn't until the late 1990s that ultrasonic meters gained prominence in the commercial natural gas measurement market.
Initially limited to gas transmission due to technology constraints, the landscape shifted with advancements in signal processing, transducer size reduction, and cost efficiency. By the early 2000s, ultrasonic meters had not only replaced mechanical meters but had become the primary gas measurement devices for both custody transfer and system balancing in pipeline transmission applications.

Technological Advancements by SICK
Leading the charge in technological innovation is SICK, with its FLOWSIC600-XT and its predecessor, the FLOWSIC600 (Classic), becoming frontrunners in the transmission gas measurement market. SICK's commitment to research and development has resulted in enhanced processing capabilities, more durable materials, and component miniaturization.
Following the release of the FLOWSIC600 products, SICK introduced the FLOWSIC600 Differential Replacement Unit (DRU). This meter is a variant of the SICK FLOWSICS600 Classic but has unique features that make it ideal for applications upstream of the gas plant toward the wellhead.
Some in the upstream industry are now realizing the benefits of installing DRUs near well pads like transmission industry counterparts have experienced for years with the installation of FLOWSIC600 on pipelines. The DRU reduces OpEx cost over the life of the field measurement point due to the decrease in lost and unaccounted for gas (L&U) and significantly reduced maintenance costs.
Advantages of the FLOWSIC600 DRU
- Low initial investment – precise measurement without an expensive high-pressure flow calibration
- Low subsequent investments – no costly measurement station upgrades or orifice plate changeovers thanks to the wide measuring range
- Lower operating costs – long maintenance-free operation, and servicing only when required as indicated by remote diagnostics
- High reliability thanks to real time monitoring of all device diagnostics data
- Extended process monitoring with unique wet gas detection feature
- Better measurement accuracy than orifice measurements under wet gas conditions
- Long service life thanks to the moisture- and contamination-resistant encapsulated ultrasonic sensors
A Case Study: One Company‘s Transition from Mechanical Measurement to the DRU
Now let’s look at one gathering company’s results when they methodically transitioned to the SICK FLOWSIC600 DRU from traditional orifice measurement. They first evaluated their entire system to establish a baseline L&U for a portion of their system.
An 8” dual chambered orifice site, one of five field measurement points in this area, was identified for the proof of concept and replaced by a 3” SICK DRU. The remaining four sites continued to be measured by their orifice meters. Each of these five measurement points fed into a single gathering pipeline that then led to a transmission pipeline.

The Evaluation
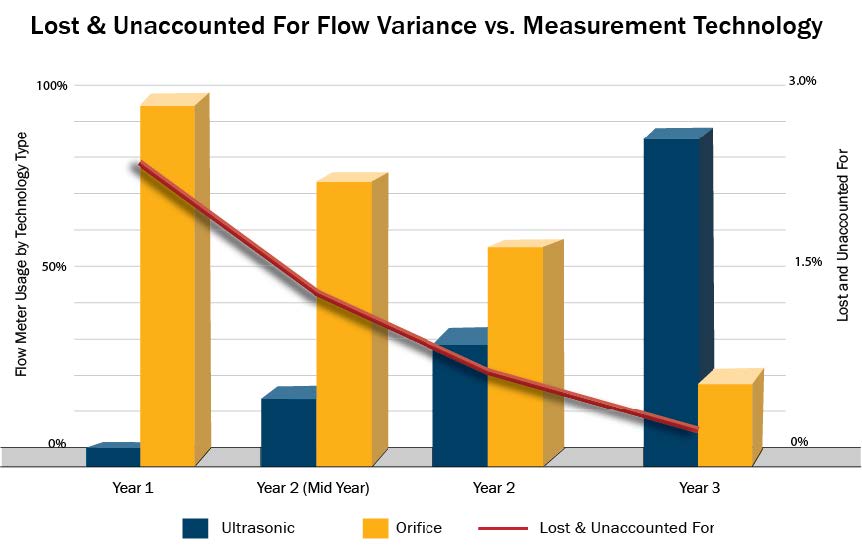
At the beginning of the evaluation, all orifice meter runs at all five pads were inspected and cleaned. This section was then closely monitored for a baseline period, resulting in an uncertainty for all five of 3.5% gain. For the next phase, all flow for the section was directed to the single evaluation 3” DRU. After the totals were compiled, the results demonstrated that the replacement of the orifice measurement on just one of the five measurement points, reduced L&U from 3.5% to 2.7%.
Continuing the evaluation, all flow at the test pad was split evenly between the 3” DRU and the remaining four 8” orifice. As expected, the L&U resulting gain, was back to 3%. Thus, it was clear that measurement of gas, even by clean, inspected, calibrated orifice meters at this site negatively impacted uncertainty, causing a net gain in L&U and consequently, negatively impacted revenue. The lost revenue was a direct result of “free” gas being transported in the gathering system which was simply not being measured and therefore not being charged.
Replacing the Systems
By replacing just one of the five measurement points in this system with a DRU, the uncertainty for that portion of the system dropped by 0.8% — impressively, the ROI for this retrofit was then less than four months, based on the increased gathering revenues and decreased OPEX costs applied against the installation and materials cost. As a result, there was justification to proceed on a larger field wide meter conversion project.
During the period of the system field conversion, approximately 100 situations arose in which DRU diagnostics indicated needed maintenance. Of those, 15 were related to start up issues (debris in the system) and each of the remaining situations required some action to correct an issue with the system, meaning there were no false alarms or wasted trips to the field.
The company SOP (Standard Operating Procedure) was rewritten for the SICK DRU so that inspections only occurred once per year— unless diagnostics indicated otherwise. This is consistent with AGA 9 -2017, Section 7, which outlines this condition-based maintenance.
Results Driven System
Based on an industry average gathering charge and the ability to correctly charge for what once would have been unmeasured gas, results indicated additional revenue over $4.2M by Year 2. Additionally, maintenance costs fell precipitously as orifice meter inspection programs were replaced with a diagnostic based “as needed” program as indicated by the continuous data pulled from the DRU.
The customer increased revenue over $7.6M during the two year transition from orifice to ultrasonic measurement. Additionally, with the installation of DRUs, the customer was able to reduce OPEX through the elimination of monthly orifice field inspections. Approximately $100k was saved in OPEX expenditures on 72 operational CDPs (define CDP’s) by the beginning of 2017. As an added benefit, capital expense was also reduced due to the increased rangeability of the ultrasonic meters, meaning smaller line sizes in comparison to orifice meter installations (8” to 3”).
Why Ultrasonic Measurement?
As the benefits of ultrasonic gas flow meters continue to revolutionize the industry, it's evident that their application is expanding beyond transmission pipelines. From downstream applications to upstream well pads, the versatility and cost-effectiveness of ultrasonic meters, especially those developed by SICK, are shaping the future of gas measurement. Embracing this proven technology promises not only increased efficiency but also significant cost savings for gas producers and gatherers alike.
Want to learn more?
Contact a SICK representative to learn more about the FLOWSIC600 DRU!


