
Krenhof Kapfenberg and SICK give robots precise instructions on exactly where to grasp

Krenhof Kapfenberg can look back on decades of experience as a forging competence center. The Austrian company forges for the automotive, aviation, and construction industries, among many others. It does so using smart technologies that can withstand the extremely harsh work environment in the forge. The company uses laser scanners from SICK, and a sophisticated software solution from Heitec Systemtechnik.
Forged aluminum parts, chassis components, medical technology – these are just a few of the areas where Krenhof – now a wholly owned subsidiary of Pankl Racing – is regarded as the proven “forging experts.”
The company, headquartered in Kapfenberg in Upper Styria, processes around 3,000 tonnes of aluminum annually. A difficult job where – despite the especially harsh working conditions – high tech solutions and automation have found application for some time now.
Sophisticated robotics solution
Much of the feedstock material to be processed is large and heavy, and recently modernized forging plants produce parts that are too heavy for employees to handle. This situation calls for a sophisticated robotics solution.
Gernot Reiterer, Production Manager at Krenhof Kapfenberg, explains it like this.
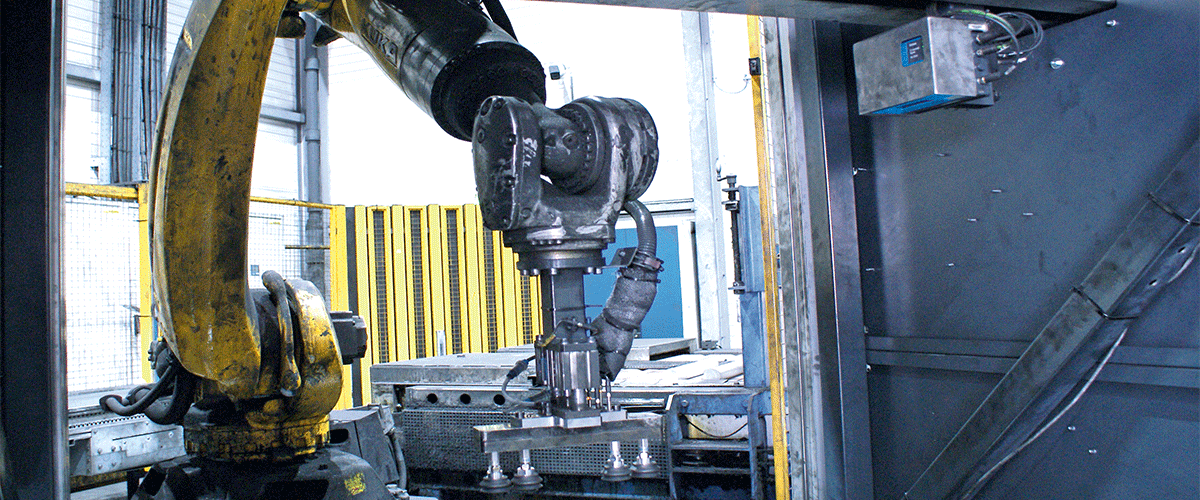
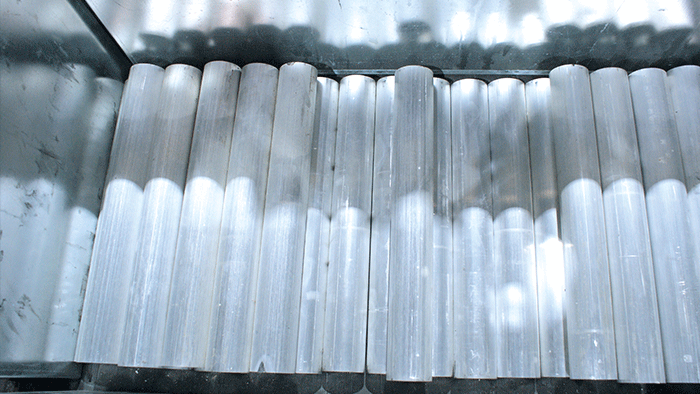
“What we do here is process bar material, which is cut with a circular saw in the previous work step and then brought to the loading zone of the furnace in wire mesh boxes by means of ‘Ameise’ trucks,” Reiterer said. “A robot removes the bar material from the box and places it on the furnace belt. The challenge with this, of course, is ensuring the robot knows exactly where it needs to grasp.”
Furthermore, the boxes in which the aluminum bars are delivered are clad in sheet metal for additional process stability as the parts must not be allowed to get stuck.
The right sensor solution for the robot
What may sound trivial in the beginning turns out to be quite a challenging task in the work environment at Krenhof.
“Everything you touch here leaves a black mark. That comes from the graphite/water mixture that we spray onto the steel forging die as a release agent. The water evaporates off leaving a graphite dust that ends up all over the plant, of course,” Reiterer said.
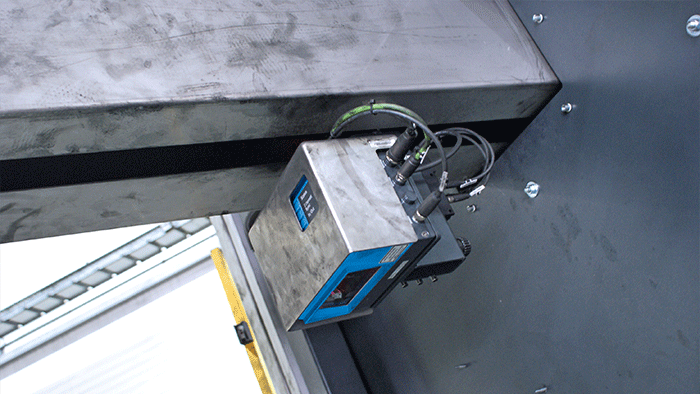
This requires a robust solution to ensure the robot can continue to grip unerringly day in day out, because the large quantity of dust quickly presents a challenge for image acquisition. The specialists at Heitec Systemtechnik therefore decided for a LMS4000 2D LiDAR sensor from SICK, which delivers information to the in-house developed evaluation software.
The requirement: rugged sensor technology
As part of its modernization measures, Heitec expanded its existing robot and control system into a fully automated “loading zone.”
“Besides the work environment, other issues to be addressed here were the cycle time and making teaching in the robot as simple as possible in order to achieve a quick and reliable turnover at the removal point,” said Team Leader Automation at Heitec.
This is decisive because the robot initially doesn't know where the raw material is located. Furthermore, the surface of the aluminum is highly reflective.
“We were therefore searching for a cost-effective solution different from traditional bin picking systems with a camera,” Steininger said. “This calls for a rugged sensor technology that can reliably deliver image data to our evaluation software.”
Scanning range, scanning frequency and resolution – an impressive sensor solution
“The LMS4000 impressed us with its scanning range, scanning frequency and resolution. We therefore performed trials and tests with the system, which worked right away,” Steininger said.
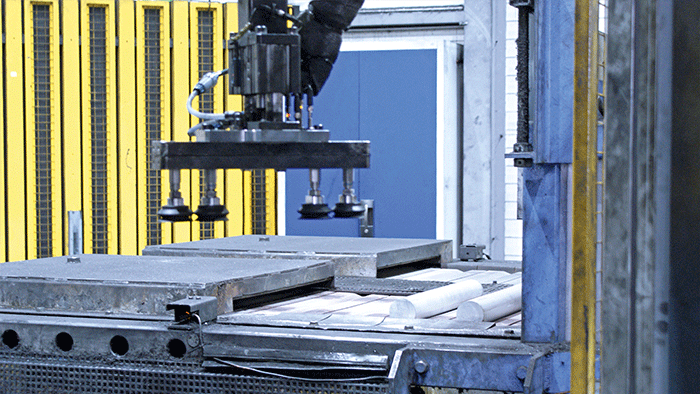
The laser scanner from SICK was then mounted onto an electrical axis that passes the sensor over the box at high speed while the robot is bringing an aluminum bar to the furnace belt. Using the individual sectional views and the movable axis, the software from Heitic creates a three-dimensional image (point cloud) of the parts.
“Our software identifies the uppermost part that needs to be gripped and calculates the optimal gripping position. The robot then moves to that position, takes the bar using a vacuum gripper, and places it on the furnace belt. As the part is being placed on the furnace belt, the next scan run is started,” Steininger said.
Fault-free operation since commissioning
“The LMS4000 is the perfect choice for this kind of gripping application in harsh environments,” said Matej Nujic, Vision Specialist at SICK Austria. “Furthermore, the scanning frequency of 600 hertz allows a speedy process at around 0.8 meters per second. As an extreme accuracy of less than a millimeter is not required in this case, the system was adequate. The result was an especially robust and cost-effective solution. A traditional camera system would have cost five to ten times the price of the laser scanner.”
That was not the only reason for choosing the laser scanner according to Gernot Reiterer, who as the production manager at Krenhof in Kapfenberg, is also particularly interested in reliability of course – despite, or perhaps because of the demanding environment. He has only good things to report in this regard.
“The system has been operating fault-free since it was commissioned – that is really pleasing. We made the right decision with this solution,” Reiterer said.
The next step
One LMS is totally sufficient for parts and materials like these aluminum bars. An extension of the system is already in the planning at Heitic.
“We have already developed a system with a two-scanner solution. This enables us to achieve even better results, even for significantly more complex parts or especially strong shadowing or reflections,” Steininger said.
Clear proof of the diverse possibilities that a very good laser scanner together with a sophisticated application software opens – it is not always necessary to use a camera.


