

Discover how SICK is Making Vibration Monitoring More Accessible to Industrial Automation
Machine vibration is commonly caused by imbalanced, misaligned, loose, or worn-out parts. These vibrations can lead to further damage if left unaddressed. By continuously monitoring key components such as motors, pumps, compressors, fans, blowers, and gearboxes for any increase in vibration levels, potential problems can be detected early. This proactive approach allows for timely intervention before the issues escalate, preventing additional damage or unexpected shutdowns.
What is Vibration Monitoring?
Vibration monitoring refers to the process of continuously measuring and analyzing the vibrations generated by conveyor systems and other machines. By installing vibration sensors on key components of the conveyor system and other machines. The vibrations generated during operation can be monitored in real-time. Sensors on the machine capture data on the amplitude, frequency, and other characteristics of the vibrations.
The main purpose of vibration monitoring is to identify any abnormalities or changes in the vibration patterns that may indicate potential issues or faults. Excessive vibrations can be a sign of misalignment, belt tension problems, worn-out components, uneven loading, or other mechanical problems. These issues, if left unattended, can lead to breakdowns, unplanned downtime, reduced productivity, and increased maintenance costs.
By continuously monitoring the vibrations, maintenance teams can detect developing faults early and take proactive measures to address them promptly. This can include realigning the system, adjusting belt tensions, greasing bearings, replacing worn-out components, or applying predictive maintenance techniques based on the identified vibration patterns.
Sensors for Vibration Monitoring
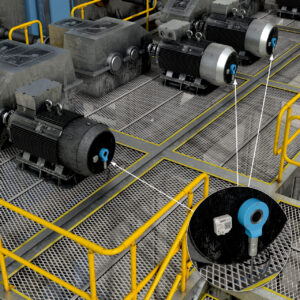
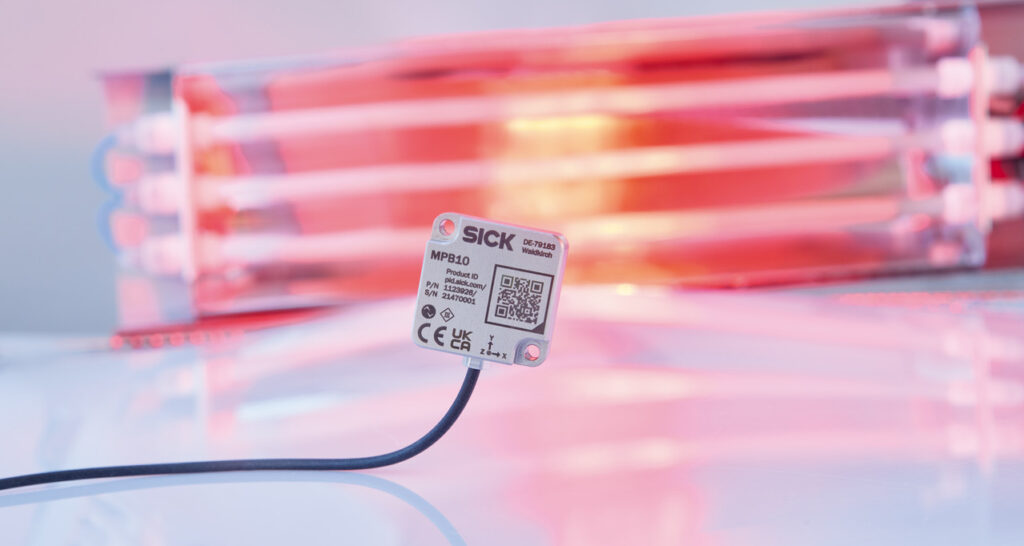
SICK offers a few solutions for vibration monitoring, but our newest sensor for condition-based predictive maintenance is the Multi Physics Box (MPB10) Condition Monitoring sensor. It allows for continuous condition-based monitoring of motors, pumps, conveyor systems, or fans. And, best of all, the MPB10 completes all the statistical data analysis and threshold checks without the need for any other PCs, AI, or analysis – just the sensor.
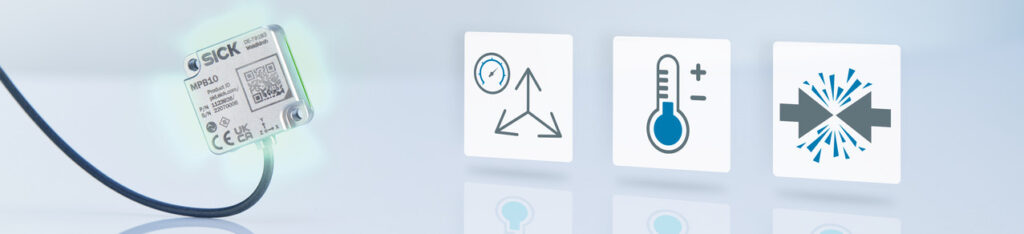
This sensor measures vibrations, shocks, and temperature, providing indications of potential faults and machine failures. If the measured values exceed the individually configurable thresholds, an alert is output. For vibration values, the vibration monitoring thresholds for machines according to ISO 10816-3 can be implemented via a multi-stage alert. Based on the sensor data, faults can be detected early and maintenance work planned independent of status.
The sensor can be integrated into the machine or system via IO-Link or a simple alarm-based switching signal. The system status can be easily monitored via parameterizable thresholds, thus enabling maintenance work to be planned reliably.
The range of applications for the Multi Physics Box is virtually unlimited. The sensor is well protected by a rugged stainless-steel housing. Even fine dust or water cannot harm the sensor with an enclosure rating of up to IP68. The sensor delivers consistently reliable data at ambient temperatures between −40 °C and +80 °C. The Multi Physics Box is suitable for continuous condition-based monitoring in almost any industrial context and acts as a reliable supplier of data even under harsh ambient conditions.
Benefits of Vibration Monitoring
By installing vibration sensors on key components of the machine in question, the vibrations generated during operation can be monitored in real time. The sensors capture data on the amplitude, frequency, and other characteristics of the vibrations.
 Early fault detection
Early fault detection
Vibration monitoring helps manufacturers detect potential faults or abnormalities in rotating machinery such as motors, pumps, fans, or turbines. By continuously measuring the vibrations, any deviations from the normal operating parameters can be identified at an early stage. This allows manufacturers to address issues before they escalate into major failures or breakdowns, thus minimizing unplanned downtime and associated production losses.
Increased asset reliability
By monitoring vibration levels and trends, manufacturers can gain insights into the health and performance of their equipment. This information enables them to optimize maintenance schedules, prioritize maintenance activities, and carry out corrective actions in a timely manner. As a result, the reliability of assets is enhanced, leading to increased productivity and reduced maintenance costs.
Increased equipment lifespan
Vibration monitoring facilitates proactive maintenance strategies that help extend the lifespan of machinery. By identifying potential issues early on and addressing them promptly, manufacturers can prevent further degradation of components and avoid unnecessary component replacements. This leads to improved equipment longevity and cost savings in the long run.
Improved maintenance planning
Vibration monitoring data provides valuable insights into the actual condition of equipment and allows manufacturers to move from reactive maintenance to more proactive and predictive maintenance practices. Instead of relying on fixed maintenance schedules or routine-based maintenance, manufacturers can plan maintenance activities based on the actual condition of the equipment. This not only ensures that maintenance is performed when needed but also reduces the frequency of unnecessary maintenance tasks, optimizing the utilization of resources.
Enhanced safety
Vibration monitoring plays a crucial role in ensuring the safety of both equipment and personnel. Equipment failures caused by excessive vibrations can be hazardous, leading to accidents, injuries, or even catastrophic incidents. By continuously monitoring vibrations, manufacturers can detect any abnormal conditions that could pose a safety risk. They can then take appropriate measures to rectify the situation and ensure a safe working environment.
Cost savings
Implementing vibration monitoring as part of a condition-based predictive maintenance solution can result in significant cost savings for manufacturers. By avoiding unexpected breakdowns and minimizing downtime, manufacturers can optimize production and reduce revenue losses associated with equipment failures. Additionally, by identifying early signs of potential failures, manufacturers can take corrective actions promptly, preventing further damage to machinery and avoiding costly repairs or equipment replacements.
Overall, vibration monitoring allows for proactive maintenance, increased system reliability, improved safety, and cost-effective operations. It is a crucial component of condition-based predictive maintenance solutions. It provides manufacturers with early fault detection, improved equipment reliability and lifespan, enhanced safety, optimal maintenance planning, and overall cost savings.
Want to learn more about vibration monitoring?



